
静压夹具——磨齿工装夹具——百分百夹具机械设备(广州)有限公司的技术团队,有多年的齿轮行业和夹具行业的设计、制造、生产,及安装调试经验。
切削刃空间轨迹曲面是由车齿刀具切削刃根据车齿工艺运动学原理经齐次坐标变换所得,其齐次坐标向量为: 式中: xcE(u)、ycE(u) 、zcE(u) 分别为车齿刀具切削刃上一点关于 u 在坐标系中在 X、Y、Z 轴上的坐标分量。
G( u,φc) 中前 3 项即为切削刃扫掠面在 Sw中的坐标矢量参数方程,为简化表达,本文不做区分,静压夹具制造厂家,且其参数( u,φc) 的意义与前文一致。
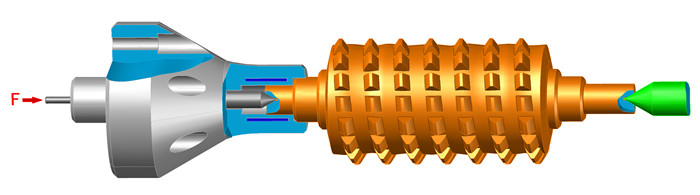
切削刃空间轨迹曲面 G( u,φc ) 表征车齿刀具切削刃对工件齿坯完成的每一次切削,因此切屑几何模型由切削刃第 i-1次切削形成的空间轨迹曲面 Gi-1 ( u,φc) 与切削刃第 i 次切削形成的空间轨迹曲面 Gi ( u,φc ) 以及工件外廓F( φ,z) 共 3 个曲面包围而成,且车齿切削过程中生成的三维切屑几何见图 2 中 ③,该切屑为三维异构型切屑。
欢迎来电百分百夹具机械咨询更多静压夹具
静压夹具——磨齿工装夹具——百分百夹具机械设备(广州)有限公司的技术团队,有多年的齿轮行业和夹具行业的设计、制造、生产,及安装调试经验。
在实际计算过程中,静压夹具价格,切削刃空间轨迹曲面 Gi ( u, φc) 在点( um,φl c ) 的法向量会先后穿过曲面Gi-1 ( u,φc) 与工件外轮廓 F( φ,z) ,而在相同轨迹曲面上另一网格节点( um+j ,φc i+k )处的法向量会先后穿过 2 个曲面的顺序发生调换,襄阳静压夹具,因此切屑法向厚度需分别计算 Gi ( u,静压夹具加工厂家,φc)的法向量与 2 个曲面之间形成的切屑厚度值,取两者之中较小的值作为切屑的实际法向厚度hi ( um,φl c) 。 实际切屑法向厚度hi ( um,φl c) 为: 切削刃空间轨迹曲面 Gi ( u,φc) 在点( um,φl c) 处与切削刃空间轨迹曲面Gi-1 ( u,φc) 形成的切屑法向厚度 hi g( um,φl c) 为: 切削刃空间轨迹曲面 Gi ( u,φc) 在点(um,φl c) 处与工件外轮廓 F( φ,z) 形成的法向厚度 hi f ( um,φl c) 为:
欢迎来电百分百夹具机械咨询更多静压夹具
静压夹具——磨齿工装夹具——百分百夹具机械设备(广州)有限公司的技术团队,有多年的齿轮行业和夹具行业的设计、制造、生产,及安装调试经验。
完善点线啮合齿轮加工工艺方法。点线啮合齿轮从产生到现在已有 30余年,期间取得很多研究成果,但并没有在工业生产中真正实现规模化应用,其主要原因包括理论研究方面和加工工艺方面。
理论研究方面的问题已在前文给出,加工工艺方面需要解决加工精度及检测方法方面的问题,同时要提高加工效率,其目的是让该型齿轮能够与渐开线齿轮一样实现大规模高精度生产,这样才能使得点线啮合齿轮真正走向实用和产业化,发挥其内在潜力。
完善点线啮合齿轮传动工业设计软件。要想点线啮合齿轮在工业生产中得到规模化应用,需要开发成熟的工业设计软件,能使得工业设计人员快速掌握该型齿轮的设计方法,提高设计效率,对其大范围应用具有推动作用。当前虽然已开发了点线啮合齿轮设计软件,但与成熟工业设计软件之间还存在很大差距,还需在后续研究中不断完善。欢迎来电百分百夹具机械咨询更多静压夹具
静压夹具制造厂家-襄阳静压夹具-百分百夹具诚信合作由百分百夹具机械设备(广州)有限公司提供。百分百夹具机械设备(广州)有限公司在刀具、夹具这一领域倾注了诸多的热忱和热情,百分百夹具一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创**。相关业务欢迎垂询,联系人:张经理。